铝合金压铸件清理
清理的目的:
①去除毛刺;②去除表面流痕;③去除表面附着涂料;④获得表面均匀的光滑度。
(4)设备选择
可根据铸件的大小及质量要求,选择滚筒式、履带式、悬挂式、转盘式、转台式、吊钩式、环轨式、步进式等某一类型的抛丸机进行清理。
三、喷砂清理
用净化的压缩空气,将石英砂流强烈喷到铸件表面,利用冲击力和摩擦力,从而去掉铝合金压铸件的毛刺、氧化皮、脏物等杂质,对铸件表面进行清理,并使表面粗化,提高涂层与基体结合力。
四、研磨及抛光
采用震动研磨机、离心抛光机等设备,利用研磨石、研磨剂、水等。在高速震动(转动)的过程中,与压铸件磨擦而达到去毛刺、磨光表面的效果。根据铸件表面要求和加工的程度,选择磨料、抛光剂,确定转速、频率、振幅等工艺参数,注意不要研磨过度。因为铝合金压铸件在凝固过程中,表面因冷却快而有一层致密冷硬层,而内部组织可能有气孔、缩孔等缺陷。研磨时不要磨去这个良好的表层,否则电镀时会出现麻点、气泡等。
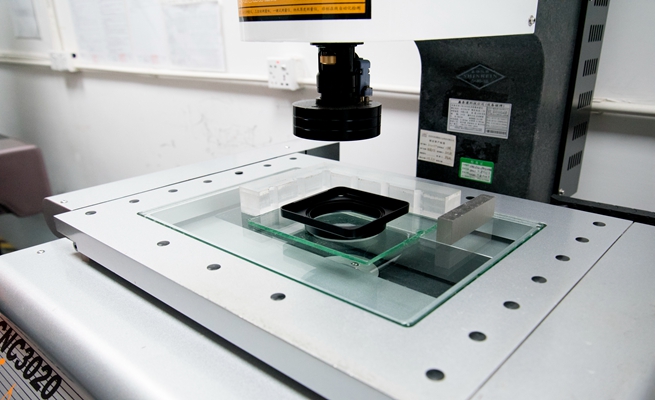
五、校形
当铸件因凝固收缩产生变形、顶出变形或切边时产生变形,需对变了形的铝合金铸件进行校形,校形需通过测定仪器和夹具,用木槌手工校正或用液压机校正。
 公司地址
公司地址
 公司邮箱
公司邮箱
 联系电话
联系电话
东莞市恩创精密五金科技有限公司 DongGuan City Enchuang Precision Metal Technology Co.,Ltd.
备案号: 粤ICP备14008964号 / 技术支持:米可网络 / 百度统计
 恩创微信公众号
恩创微信公众号 恩创抖音
恩创抖音






 全国服务热线
全国服务热线