1)压铸件铸孔
铝合金压铸件的孔径和孔深,对要求不高的孔可以直接压出,按表5。
表5 最小孔径和最大孔深
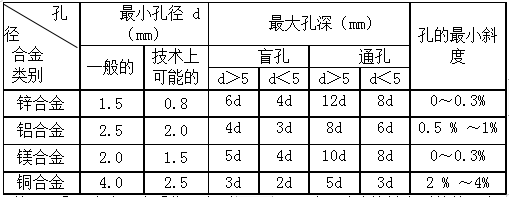
说明:①、表内深度系指固定型芯而言,,对于活动的单个型芯其深度还可以适当增加。
②、对于较大的孔径,精度要求不高时,孔的深度亦可超出上述范围。
铸件的孔应尽量铸出,这不仅可使壁厚均匀,减少热节,节约金属,而且可节省机加工工时。
铝合金压铸件可压铸出的孔的最小尺寸和深度,受到形成孔的型芯在型腔中的分布位置的制约。细型芯在抽出时易弯曲或折断,因此孔的最小尺寸和深度受到一定限制。其深度应带有一定斜度,以便于抽芯。
对于铝合金压铸件自攻螺钉用的底孔,推荐采用的底孔直径见表6。
表6 自攻螺钉用底孔直径(mm)
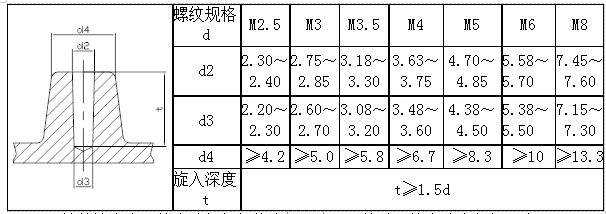
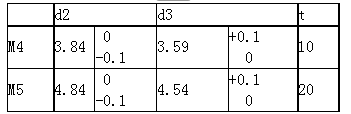
铸件较为常用的自攻螺钉规格为M4与M5,其采用的底孔直径如下表:
2) 铸孔到边缘的最小距离
为了保证铸件有良好的成型条件,铸孔到铸件边缘应保持一定的壁厚,见图2。
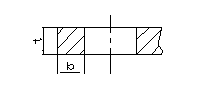
图2
b≥(1/4~1/3)t
当t<4.5时,b≥1.5mm
3) 长方形孔和槽
铝合金压铸件上的长方形孔和槽的设计推荐按表7 采用。
表7 长方形孔和槽(mm)
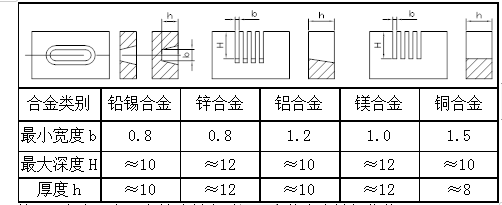
说明:宽度b在具有铸造斜度时,表内值为小端部位值。
文字、标志、图案
1)用压铸铸出,应采用凸纹。凸纹高度大于0.3m,以适应模具制造的特点。
2)采用目前开始流行的新技术:“转移彩膜”,可将彩色的文字、标志、图案彩膜转印到铝合金压铸件表面。
3)压铸出铸件后,用激光在铸件表面打出文字、标志、图案,可以打出非常细微的文字。
例:平行纹(直纹)高0.7MM﹐间距1MM﹐角度60.5。外径Φ34.5mm 共104牙。
收缩率
收缩率通常称为缩水。它是指合金由液态凝固为固态,并冷却至室温时尺寸缩小的百分数,可用下式表示:
K=(L模-L件)/L件
式中:L模为模腔尺寸,L件为铸件尺寸。
收缩率的大小与铝合金压铸件的结构特点、壁厚、合金的化学成分和工艺因素等有关。锌合金的线收缩率一般为:自由收缩时取0.6%~0.8%,受阻收缩时取0.3%~0.6%。表5为有型芯的锌合金铝合金压铸件不同壁厚时的线收缩率参考值。
螺纹
1)外螺纹可以铸出,由于铸件或模具结构的需要,采用两半分型的螺纹型环时,需留有0.2~0.3mm加工余量。可铸出的最小螺距为0.75mm,最小螺纹外径6mm,最大螺纹长为螺距的8倍。
2)内螺纹虽然可以铸出,但要通过使用机械装置转动压铸模中的型芯,使模具结构更复杂,而增加成本。所以一般先铸出底孔,再由机械加工成内螺纹。

 公司地址
公司地址
 公司邮箱
公司邮箱
 联系电话
联系电话
东莞市恩创精密五金科技有限公司 DongGuan City Enchuang Precision Metal Technology Co.,Ltd.
备案号: 粤ICP备14008964号 / 技术支持:米可网络 / 百度统计
 恩创微信公众号
恩创微信公众号 恩创抖音
恩创抖音






 全国服务热线
全国服务热线