铝合金生产工序简单,操作方便,效率高,易实现自动化生产 ,铝合金压铸机的金属液由压室直接进入型腔,金属消耗少,温度波动范围小,压铸工艺稳定。压铸金属液在密闭通道中进入型腔,杂质不易带人,压铸件质量好。同时,因压铸比压较低,压室和冲头、喷嘴等长期浸在金属液中,易受浸蚀,影响使用寿命,并易增加合金中的含铁量。对于易燃烧的低熔点合金压铸,如镁合金,可将埚密封,并通入惰性气体保护合金液,防止其氧化或燃烧。热室压铸机目前大多用于压铸锌合金等低熔点合金铸件,但也有用于压铸小型铝、镁合金压铸件。
铝合金压铸件的结构工艺要素
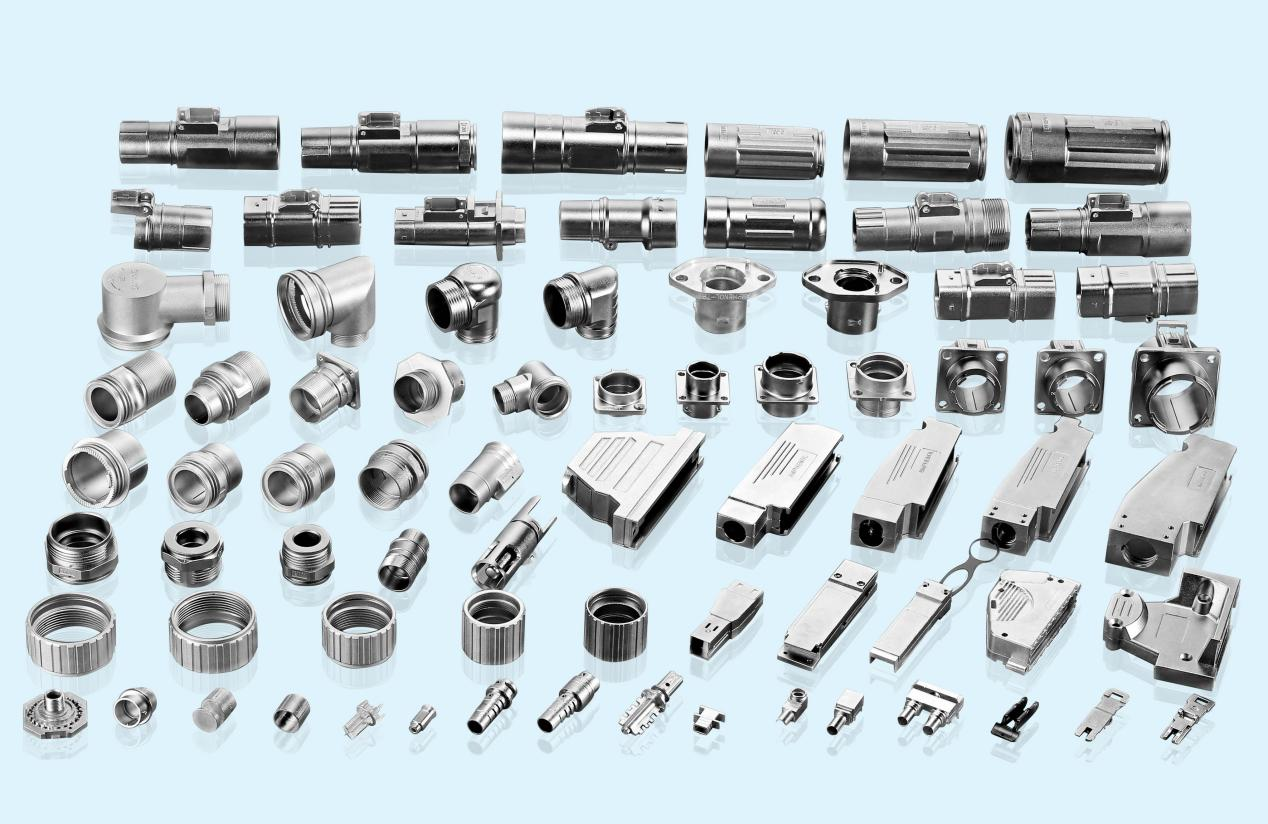
压铸件的基本结构工艺要素包括壁厚、肋、铸孔、铸造圆角、脱模斜度、螺纹、齿轮、槽隙、铆钉头、凸纹、网纹、文字、标志、图案、嵌铸等。压铸件的合理壁厚取决于铸件的具体结构、合金性能和压铸工艺等许多因素。实践证明,通常情况下,压铸件的力学性能随着壁厚的增加而降低。薄壁铸件比厚壁铸件具有更高的抗拉强度和致密性,薄壁压铸件的耐磨性也好。压铸件随壁厚的增加,其内部b)所示气孔和疏松等缺陷也随之增加,故在保证压铸件有足够强度和刚度的前提下,合理的壁厚应设计成薄壁和均匀壁厚,否则会导致压铸件内部组织不均匀,也给压铸工艺的实施增加了困难。在通常工艺条件下,压铸件的壁厚不宜超过4.5mm,最大壁厚与最小壁厚)所示, 之比不要大于3*1。对压铸件的厚壁处,为避免疏松等缺陷,应减薄壁厚而增设加强。
汽车配件铝合金压铸件
压铸件的尺寸精度:尺寸精度是压铸件结构工艺性的关键特征之一,它影响压铸模设计和压铸工艺。压铸件能达到的尺寸精度是比较高的,其稳定性也很好,基本上依压铸模制造精度而定。造成压铸件尺寸偏差的原因很多,其中有合金本身化学成分的偏差、工作环境温度的高低、合金金属收缩率的波动、开模和抽芯及推出机构运动状态的稳定程度、模具使用过程中的磨损量引起的误差、压铸工艺参数的偏差、压铸机精度和刚度引起的误差、模具的修理的次数及使用期限等,而这些原因又互相交织在一起,彼此互相影响、例如,合金收缩率,就因压铸件的形状、压铸工艺参数、合金种类、压铸件的壁厚的不同而异,因此,要在研究上述这些条件与收缩率的关系的基础上,才能确定符合实际情况的收缩率。
压铸件线性尺寸公差等级的选用见表4-7和表4-8。公差带应对称分布,即公差的一半取正值,另一半取负值。采用非对称设置,应在图样上注明,一般不加工的尺寸,孔取正值,轴取负值;待加工的尺寸,孔取负值,轴取正值。
 公司地址
公司地址
 公司邮箱
公司邮箱
 联系电话
联系电话
东莞市恩创精密五金科技有限公司 DongGuan City Enchuang Precision Metal Technology Co.,Ltd.
备案号: 粤ICP备14008964号 / 技术支持:米可网络 / 百度统计
 恩创微信公众号
恩创微信公众号 恩创抖音
恩创抖音






 全国服务热线
全国服务热线