恩创铝合金压铸厂车间师傅告诉我说:在压铸过程中,模具需要一定的温度,模具的温度是压铸工艺中一个重要的因素。模具温度一般是指模具表面温度,其标准状态应为合金液浇注温度的1/3左右,模具温度极大影响到压铸件机械性能、尺寸精度和压铸模的寿命,恩创铝合金压铸厂房车间严格按照按规范去操作。
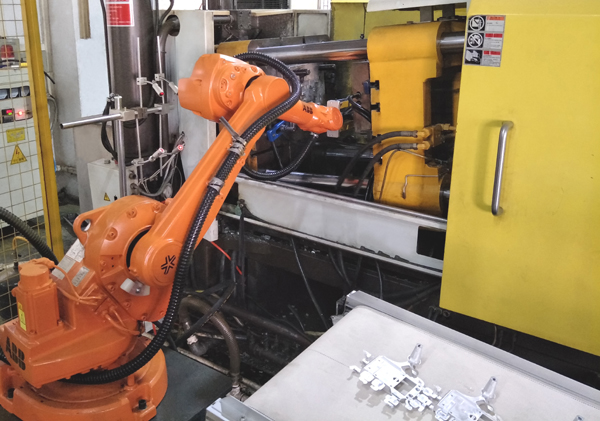
要获得质量稳定的优质铸件,必须将模具温度严格控制在最佳的工艺范围内,这就必须应用模具冷却系统,以保证模具在恒定温度范围内工作。
恩创铝合金压铸厂为了保证压铸生产过程的正常连续进行,模具工作温度应保持在一定的范围内,要求工人必须使模具处于热平衡的状态下。恩创铝合金压铸厂采用两种方式:一是模具温度控制采用专制的,采用不燃油作介质的模加热冷却装置系统。二是在压铸模内设置冷却装置,以调节压铸模的热平衡。对于大型压铸模,因其体积大,热容量大,且循环时间长,压铸模升温较慢,这时型腔附近可以不设冷却通道,而只在浇口套周围设置冷却通道即可达到压铸模热平衡的目的。有时型腔复杂,不同部位温差较大,故压铸模内不仅设有冷却通道,而且也设有加热通道,从而形成一个冷却--加热系统来调节压铸模的热平衡,此时工作介质多为油。
恩创铝合金压铸厂模具的冷却方法主要有风冷和水冷两种。
一、风冷法
风冷法的风力来自鼓风机或压缩空气机,靠风力加强模具的散热,模具内不需设置冷却装置。因此结构简单,但冷却速度较慢,生产效率低,适用于要求散热量较小的模具。
水冷法
在模具内增设冷却水通道,使循环水通人成型镶块或型芯内,冷却速度比风冷快,生产效率高,控制比较方便,适用于要求散热量较大的模具。
恩创铝合金压铸厂根据铸件壁厚特点,结合模具结构,有些部位的冷却采用点冷却结构集中进行循冷却,这种冷却方式局部冷却强度大,冷却通道清理麻烦,适用于模具重要部位的冷却,有些复杂模具采用点冷结构方式冷却的达很多处。而其他部位的冷却,采用最易清理通道的方法,沿型腔加工通孔,外部用紫铜管连接进行循环冷却,这种冷却方式非常普遍。
冷却水道布置在型腔内温度最高、热量比较集中的区域,流路要通畅。冷却水道的直径,大型模具用Φ15~20mm,小型模具用Ф8~10mm,其孔壁距离浇口或型腔的壁面一般10~15mm。
 公司地址
公司地址
 公司邮箱
公司邮箱
 联系电话
联系电话
东莞市恩创精密五金科技有限公司 DongGuan City Enchuang Precision Metal Technology Co.,Ltd.
备案号: 粤ICP备14008964号 / 技术支持:米可网络 / 百度统计
 恩创微信公众号
恩创微信公众号 恩创抖音
恩创抖音






 全国服务热线
全国服务热线