压铸模结构设计完成后,还有更重要更复杂的制造、装配、试模和生产应用过程。恩创科技铝合金压铸为了顺利进行模具的加工制造、试模和正常使用,必须在压铸模的装配图、零件图上注明对制造、装配、使用等过程的技术要求。
一、压铸模装配图应注明的技术要求
装配图应注明以下几方面的技术要求:
1.模具的最大外形尺寸(长x宽x高)。为便于复核模具在工作时,其滑动构件与机器构件是否有干扰,液压抽芯缸的尺寸、位置及行程,滑块抽芯机构的尺寸、位置及滑块到终点的位置均应画简图示意。
2.选用压铸机型号。
3.压铸件选用的合金材料。
4.选用压室的内径、比压或喷嘴直径。
5.最小开模行程(如开模最大行程有限制时,也应注明)。(6)推出行程。
6.标明冷却系统,液压系统进出口。(8)浇注系统及主要尺寸。
7.特殊运动机构的动作行程。
二、压铸模外形和安装部位的技术要求
三、压铸模总体装配精度的技术要求
压铸模的总体装配精度应保证达到下述几方面的技术要求:
表中模具分型面对动、定模座板安装平面的平行度规定 (单位:mm)

2.导柱、导套对动、定模座板安装平面的垂直度按下表的规定选择。
表中导柱、导套对定、动模座板安装平面的垂直的规定 (单位:mm)

3.分型面上,定模、动模镶件平面应分别与定模套板、动模套板齐平或允许略高,但高出量在0.05~0.10mm范围内。
4.推杆、复位杆应分别与分型面齐平,推杆允许凸出型面,但不大于0.1mm,复位杆允许低于型面,但不大于0.05mm。推杆在推杆固定杆中应能灵活转动,但轴向间隙大于0.10mm。
5.模具所有活动部位,应保证位置准确,动作可靠,不得有歪斜和呆滞现象;相固定的零件之间不允许窜动。
6.滑块在开模后内定位准确可靠。抽芯动作结束时,所抽出的型芯端面,与铸件上对应型位或孔的端面距离不应小于2mm。滑动机构应导滑灵活,运动平稳,配合间适当。合模后滑块与楔紧块应压紧,接触面积不小于1/2,并且具有一定的预应力
7.浇道表面粗糙度Ra不大于0.4pm,转接处应光滑连接,镶拼处应密合,脱模斜度不小于5°。
8.合模时,型面应紧密贴合,如局部有间隙,则间隙尺寸应不大于0.05mm(排气槽除外)。
9.冷却水道和温控油道应畅通,不应有渗漏现象,进、出口处应有明显标记
10.所有成形表面的表面粗糙度Ra均不大于0.4um,所有表面都不允许有击伤、擦伤或微裂纹。
四、压铸模结构零件的尺寸公差与配合
恩创铝合金压铸模是在高温下进行工作的,因此在选择压铸模零件配合公差时,不仅要求在室温下达到一定的装配精度,而且要求在工作温度下保证各部分结构尺寸稳定、动作可靠。其是与金属熔体直接接触的零件部位,在填充过程中受到高压、高速和热交变应力,与其他零件配合间隙容易发生变化,影响压铸的正常进行。
配合间隙的变化除了与温度有关外,还与模具零件的材料、形状、体积、工作部位受热程度及加工装配后实际的配合性质有关。因此,压铸模零件工作时的配合状态十分复杂。通常应使配合间隙满足以下两点要求:
①对于装配后固定的零件,在金属熔体冲击下,不产生位置偏差。受热膨胀后变形不能使配合过紧,从而使模具镶块和套板局部严重过载,导致模具开裂。
②对于工作时活动的零件,受热后,应维持间隙配合的配合性质,保证动作正常,而在填充过程中,金属熔体不致窜人配合间隙。
根据国家标准(GB/T1800、1801、1803、1804),结合国内外压铸模制造和使用的实际情况,现将压铸模各主要零件的公差与配合精度推荐如下:
1.成形尺寸的公差:一般公差等级规定为IT9级,孔用H,轴用 h,长度用 GB/T1800-F。个别特殊尺寸必要时可取IT6~IT8级。
2.成形零件配合部位的公差与配合:
①与金属熔体接触受热较大零件的固定部分,主要包括套板和镶块、镶块和型芯、套板和浇口套、镶块和分流锥等。
整体式配合类型和精度为H7/h6或H8/h7
镶拼式的孔取H8,轴中尺寸最大的一件取h7,轴中其余备件取js7、并使装配累计公差为h7。
②活动零件(包括推杆、推管、成形推板、滑块、滑块槽等)活动部分的配合类型和精度,孔取 H7,轴取 e7、e8 或 d8。
③镶块、镶件和固定型芯的高度尺寸公差取 F8。④ 基面尺寸的公差取 js8。
3.模板尺寸的公差与配合:基面尺寸的公差取js8;型芯为圆柱或对称形状,从基面到模板上固定型芯的孔的中心线尺寸公差取js8;型芯为非圆柱或非对称时,从基面到板上固定型芯的边缘尺寸公差取js8;组合式套板的厚度尺寸公差取h10;整体式套板的
块孔的深度尺寸公差取h10。
4.滑动槽的尺寸公差:
①滑块槽到基面的尺寸公差取f7。
②对组合式套板,从滑块槽到套板底面的尺寸公差取js8。③对整体式套板,从滑块槽到镶块孔底面的尺寸公差取js8。
5.导柱导套的公差与配合:对于导柱导套固定处,孔取H7,轴取m6、r6或k6;对于导柱导套间隙配合处,孔取H7,轴取k6或f7;若孔取H8,则轴取e7
6.导柱导套和基面之间的尺寸:从基面到导柱导套中心线的尺寸公差取js7;导柱导
套中心线之间距离的尺寸公差取js7,或者配合加工。
7.推板导柱和推杆固定板与推板之间的公差与配合:孔取H8,轴取f8或f9
8.型芯台、推杆台与相应尺寸的公差:孔台深取+0.05~+0.10mm,轴台高取-0.03
-0.05mm。
9.种件标注差尺寸的公差等级均为IT14级,孔用H,轴用h,长度(高度)及距离尺寸按js14级精度选取。
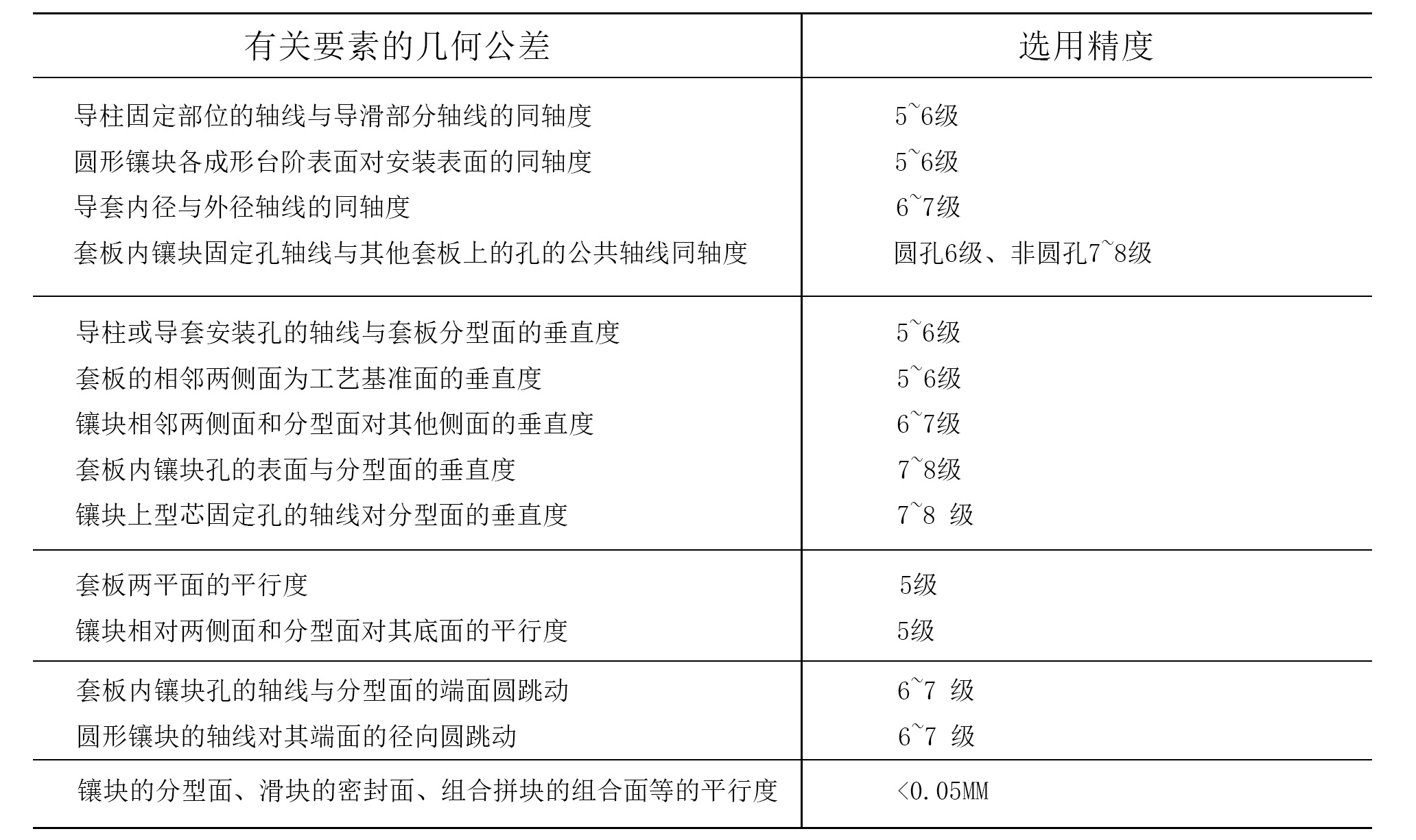
五、恩创压铸模结构零件的几何公差和表面粗糙度要求
几何公差是零件表面形状和位置的偏差。成形零件的成形部位和其他所有结构件的基准部件几何公差的偏差范围,一般均要求在尺寸的公差范围内,在图样上不再另加标注压铸模零件其他表面的几何公差按下表选取,在图样上标注。
表中压铸模零件的几何公差选用精度等级
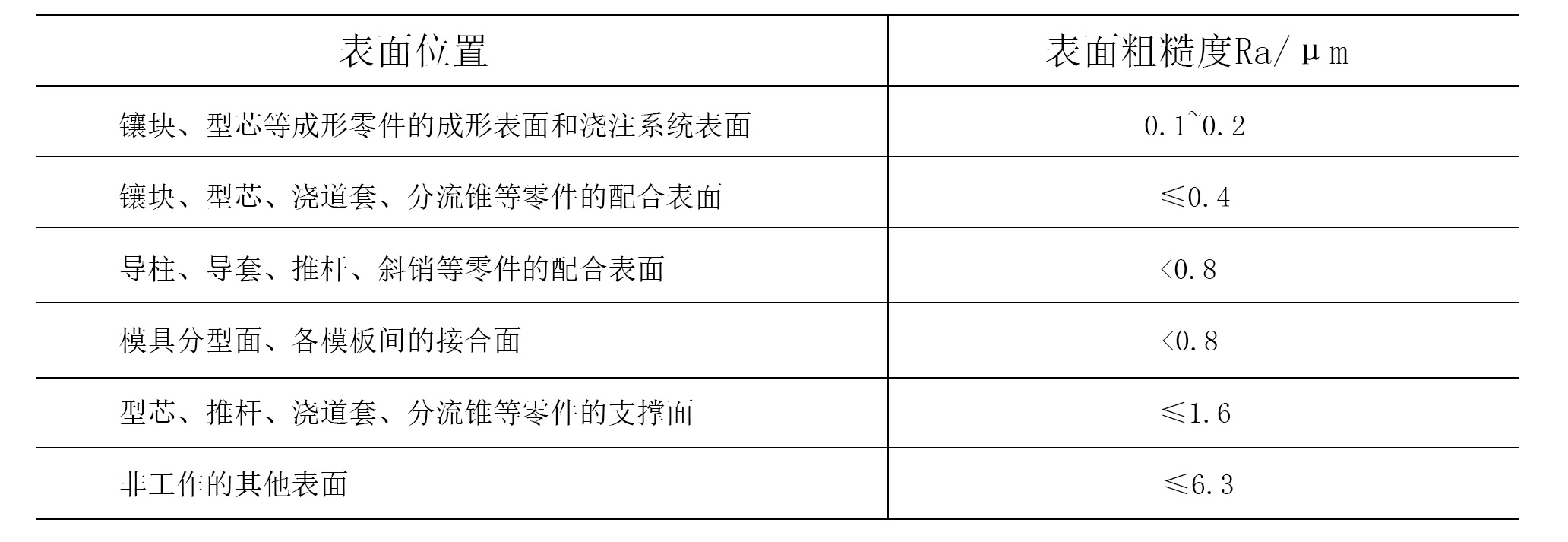
压铸模零件的表面粗糙度,既影响压铸件的表面质量,又影响模具的使用、磨损和命,应按零件的工作需要选取,适宜的表面粗糙度见下表。
表中恩创压铸模的表面粗糙度
 公司地址
公司地址
 公司邮箱
公司邮箱
 联系电话
联系电话
东莞市恩创精密五金科技有限公司 DongGuan City Enchuang Precision Metal Technology Co.,Ltd.
备案号: 粤ICP备14008964号 / 技术支持:米可网络 / 百度统计
 恩创微信公众号
恩创微信公众号 恩创抖音
恩创抖音






 全国服务热线
全国服务热线