网站首页
产品中心
锌合金压铸件
铝合金压铸件
连接器壳体压铸件
小家电壳体压铸件
新能源壳体压铸件
电动工具压铸件
其它精密压铸件
新闻资讯
公司新闻
行业动态
常见问题
关于恩创
公司简介
发展历程
企业文化
合作客户
荣誉资质
联系恩创
新闻资讯
公司新闻
行业动态
常见问题
恩创科技-铝合金压铸件厂家设计注意点
06-15
2022
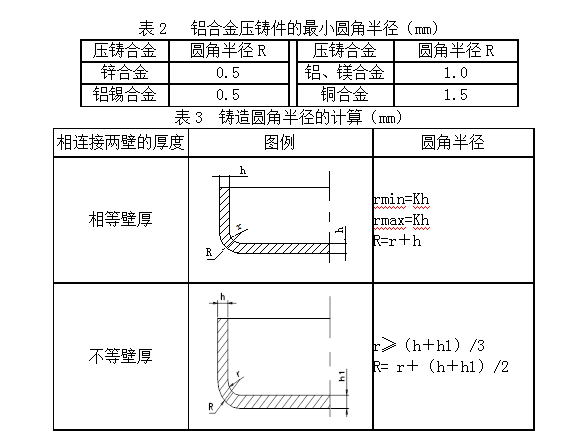
铝合金压铸件各部分相交应有圆角(分型面处除外),使金属填充时流动平稳,气体容易排出,并可避免因锐角而产生裂纹。对于需要进行电镀和涂饰的铝合金压铸件,圆角可以均匀镀层,防止尖角处涂料堆积。
恩创科技-解析铝合金压铸过程及特点
06-08
2022
铝合金压铸机是压铸生产的基本设备,压铸过程中的各种特性都是通过压铸机实现的。根据压铸工艺的需要,它提供了选择压铸参数的有利条件。
恩创科技|同心同行十二载,携手并进铸未来
06-07
2022
十二年,恩创科技迎来了他的生日。展望过去的十二年,恩创科技在激烈的市场环境中披襟斩棘,奋勇前行,秉承着 “常怀感恩之心,共创美好未来”的经营理念,取得了喜人的成绩,在压铸行业奠定了一席之地,这是恩创科技的骄傲,也是所有恩创员工的荣誉时刻。
恩创科技-铝合金压铸零件的功能特征
06-02
2022
铝合金压铸模具温度是影响压铸件成形质量的一个重要因素,压铸生产中模具的温度是通过加热与冷却系统来控制和调节的。加热和冷却有不同的方式,应结合具体要求进行设计。
恩创-东莞铝合金压铸厂家工艺流程
05-27
2022
铝合金压铸工艺是将压铸机、压铸模和压铸合金3大要素有机组合和综合运用的过程。压铸时金属填充型腔的过程,是将压力、速度、温度以及时间等工艺因素得到动态平衡的过程。
东莞恩创-铝合金压铸件的基本特点有几点
05-26
2022
铝合金压铸的基本特点是高压高速下充填,高压下结晶,在整个快速压射阶段,金属液以30~60m/s的速度,以射流的形式进入型腔,金属液不包卷气体是不可能的,在这种情况下通过调整工艺参数和工艺方案,使气孔分布在何处和以什么形式合理分布才是关键。由于高压射流破碎气体成弥散小气孔留在铸件中,不能通过热处理来类壳体、外罩件,根本不适合制造重要的安全部件。提高强度,且压铸件的伸长率低。因此压铸一般适宜生产不需承受较大冲击载荷的薄壁
恩创科技-镁合金压铸件应用:电动自行车压铸件
05-24
2022
镁合金压铸是以镁为基础加入合金化元素形成的适于用铸造方法生产零部件的镁合金,镁合金压铸件主要用于摩托车零件、汽车零件、3C配件和电气构件等。
恩创科技-铝合金外壳压铸模具设计详解!请收藏
05-19
2022
确认图纸,对铝合金压铸件进行尺寸放大得到模具设计过程用的铸件模型。这样设计结果获得的压铸模型腔、型芯尺寸,已考虑了收缩因素。收缩率有几种设置方法,灵活且符合实际情况。在能确保满足铸件尺寸要求的前提下,铸件可选某一个收缩率来设置
恩创科技-锌合金压铸模具使用过程评估
05-18
2022
恩创科技圈战活动|“比” “学” “赶” “帮” “超”
05-17
2022
“比”“学”“赶”“帮”“超”,通过PK找差距,找问题 深度分析 正视自我 ,相互学习 相互帮助 才能真正的超越自已。
恩创精密五金-解析锌合金压铸模具设计过程
05-14
2022
锌合金压铸零件压铸工艺分析:用三维软件设计的零件,计算机上可在任意方向上及任意剖面上进行零件的立体显示,便于观察分析,建立完整的零件立体概念,减轻工程人员的劳动量及劳动强度,全面进行压铸工艺分析,出错几率小。
东莞恩创精密-压铸铝表面处理工艺有哪些
05-06
2022
恩创科技-铝合金表面处理方法:电镀,阳极氧化
05-05
2022
东莞恩创科技-锌合金压铸件的结构设计与哪些因素有关
04-29
2022
凝心聚力,共创辉煌|恩创科技EC-K164 项目如期达成,获得殊荣
05-14
2022
3月,接恩创科技总经理指示,恩创科技客户下发EC-K164项目 , 该项目共 6个产品和3套模具,该项目要求高,交期紧。接到EC-K164后,恩创科技职能部门主管临时召开会议并临时组建项目小组,由工程设计部、采购部、工模部构成。
«
1
2
...
10
11
12
13
14
15
16
17
18
»